
Client
Property developer
Sector
Residential
Project Type
Refurbishment
Products Used
MagnaGrand IP, Tankering, Root cutting
Onsite Duration
5 days
Location
Ipswich
INTRODUCTIONOur client, a property developer, asked us to refurbish a foul pumping station at a site in Ipswich, East Sussex. A four-storey office building is being converted into residential units. The pumping station will receive all the sewage from the upper three storeys before pumping it to the main sewer a distance away. The pumping station and its separate valve chamber are housed in a brick structure which rises approximately 1.2 m above the level of the courtyard. The sump is deep and narrow – 1250 mm W x 850 mm L x 4000 mm D. The brick sump was not square and some of the walls bowed inwards. Additionally, the bottom 1 m of the sump is benched making it even narrower at its base, and this benching is not aligned to the walls creating a slight corkscrew effect. A tree is growing on the brick structure and its roots, including thick tap roots, had penetrated both chambers. The existing pumping station was not operational, and the sump was filled with ragged waste. We estimated it was 20 years old. It had not been recently serviced as evidenced by the roots, which all but filled the valve chamber. METHODFollowing a site survey, our pump engineers arrived on to site accompanied by an Edincare Drains combi-tanker. Work began with the removal of as much of the root mass as possible. This consisted of fine fibrous roots, which almost filled the valve chamber, and thicker tap roots which needed to be sawed off. The chambers were emptied and washed down. As well as heavily ragged foul waste, we removed over 12 inches of rust sediment from the base of the chamber as the existing pipework was mild steel and very corroded. Close confined space entry was required to disconnect the existing pipework, which was then removed from the chamber. The pedestals were bolted in place. Due to the narrowness of the benched chamber and the size of the pumps, the pedestals were oriented back-to-back instead of side by side, with the guide rails bolted to opposite sides of the chamber walls. When the vertical pipe legs were lowered into the chamber, we discovered the second leg would not line up perfectly with the discharge spigot in the valve chamber. While a rectifying piece could be ordered, we gained permission to break out a small section of the brickwork between the chambers. This would be later made good by the client. Dismantling joints were fitted to the vertical pipework so that it could be broken down in the future if necessary. Bracing was added to prevent lateral movement and vibration. This practice is unique to Edincare and is a standard feature of our ductile iron MagnaPro range. Once the pump chamber’s pipework was fitted, we laid out and connected the valve chamber pipework. Fine adjustments were made to the pipework on site to ensure a perfect fit. Guide rails were cut to size and fitted, along with the brackets, and the floats installed and set to the correct heights. The control panel was installed in an adjacent brick kiosk. It features a battery backup for the high level alarm and a generator port. The powerful vortex pumps could exceed the external discharge network’s capacity when running simultaneously. To prevent this from happening, the system was set to duty standby so that only one pump can operate at a time. A stepping relay in the control panel switches the duty pump with each activation to even out the wear between the pumps. It switches to the standby pump if the level rises due to a blockage or pump failure. Once the work was completed, the system was thoroughly tested. In total, three tonnes of equipment were brought to site and three tonnes of waste was removed. RESOLUTIONThe site now has a good-as-new pumping station which will operate reliably for many years provided it is properly maintained. The existing mild steel pipework has been replaced with ductile iron, which is stronger and more resistant to damage. It is also more resistant to corrosion, especially in the conditions found in pumping stations. The DN80 vortex pumps we specified and installed are powerful and reliable. The benefit of in-house drainage engineer support from Edincare Drains was again showcased – enabling greater co-ordination and simpler scheduling. 
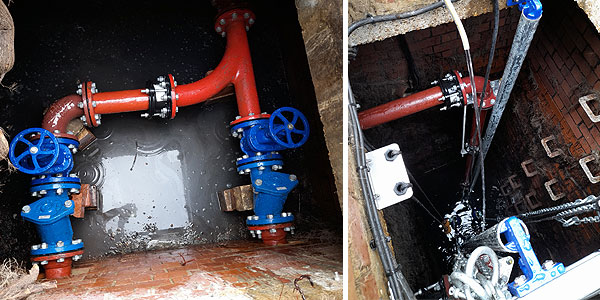
The pumping station before refurbishment. Roots had penetrated both chambers.

Left, the root mass removed from the valve chamber. Right, the corroded mild steel pipework.

Three tonnes of parts were delivered to site.

The pumps were installed back to back due to the narrowness of the chamber.
The completed valve and pump chambers.

The control panel features a battery-backup for the high level alarm and a generator port.
|
|


